Шинные секреты: как делают зимние и летние покрышки
 18 июня 2018 в 17:49
18 июня 2018 в 17:49
 Александр Котовский,
Александр Котовский,
 13511 просмотров
13511 просмотров

Журналисты АвтоПортала побывали на новом шинном заводе компании Nokian и увидели весь процесс изготовления зимних и летних покрышек для легковых автомобилей
В начале апреля журналисты АвтоПортала побывали на втором российском заводе компании Nokian Tyres, построенном в 2012 году. Он расположился в предместье Санкт-Петербурга, в городе Всеволожске. Этот финский бренд уже давно известен на территории бывшего СССР - еще бы, ведь первые импортные шины поставлялись в Страну Советов именно с завода компании Nokian, а было это в 1964 году. Если раньше название бренда четко ассоциировалось только с зимними шинами, то сегодня компания производит и летние шины. Причем, помимо производства покрышек для легковых автомобилей на российских заводах компании налажен выпуск шин для грузовиков, автобусов и спецтехники.
Этот воздух не спутаешь ни с чем
Как только выходишь из автобуса во Всеволожске, в нос бьет сладковато-приторный резкий запах. "Так пахнет натуральный каучук", - поясняют нам сотрудники предприятия, раскинувшегося на более чем 30 гектарах иссушенных торфяных болот.

Пахнет действительно непривычно, а в цехах для человека постороннего - так и вообще почти невыносимо. Но здешние рабочие к такому аромату привыкли и шутливо называют его "запахом денег".
Впрочем, это не шутка: по словам Андрея Пантюхова, генерального директора и вице-президента концерна Nokian Tyres Россия, за 8 лет (первый завод компании в России открылся в 2005 году) выпуск шин вырос с 1 до 14 миллионов покрышек в год. А выручка предприятия в 2012 году только в России составила 563 миллиона евро (в странах СНГ - 43.7 миллионов евро). В нынешнем году будут запущены еще две новые линии по производству шин, что позволит нарастить выпуск покрышек до 17 миллионов единиц в год.

Через просторную, светлую проходную идем к производственным цехам. В холле на стене - большой LED-экран, на который выводится информация о том, у кого из рабочих сегодня или в ближайшие дни день рождения. Сразу чувствуется, что о сотрудниках предприятия, а их тут работает 1100 человек, заботятся.
У входа в производственную зону нас встречает Александр Уставщиков, директор по производству и техническому обеспечению и по совместительству наш куратор, и экскурсия по заводу начинается.
Резиновый "коктейль"
Первый цех на нашем пути - цех миксинга, представляющий собой огромное пятиэтажное здание, где изготавливают резиновых смеси, из которых затем производят компоненты автомобильных шин. Всего таких компонентов - пятнадцать.

Резиновую смесь делают из нескольких видов сырья, причем основные компоненты - натуральный (доставляется из Южной Азии) и синтетический каучуки (российского производства). Также здесь производятся наполнители, пластификаторы, вулканизующие вещества. "Ингредиенты" для производства резиновых смесей одинаковы как для завода в России, так и для предприятия в Финляндии, причем себестоимость производства одной российской шины Nokian на 10 евро дешевле, чем финской. Секрет - в дешевой рабочей силе и энергоносителях.

К работе машин-смесителей людей не допускают: весь процесс контролируется и управляется компьютерами, процесс смешивания происходит механическим путем, с минимальным добавлением "химии" - так тут берегут экологию. Каждый вид смеси приготовляется строго по своей рецептуре, ее, в свою очередь, выбирает оператор - в зависимости от того, какие шины сегодня производятся (всего завод производит более 1000 типоразмеров покрышек). Весь процесс загрузки и смешения материалов контролирует автоматика.

Резиновую смесь раскатывают в паллету, готовую паллету помечают белым ярлыком и отправляют на лабораторный контроль, где ее тщательно проверяют по многим параметрам. Прошла контроль - цепляют красный ярлык, не прошла - отбраковывают.
Каждому компоненту шины - своя производственная линия
Готовые резиновые паллеты поступают в следующий цех - цех изготовления компонентов шины. Здесь для каждого из 15 компонентов будущей покрышки работает собственная линия.

На одних, так называемых "коротких" линиях производят текстильные корды (обрезиненный с двух сторон вискозный или полиэфирный материал, который принимает на себя внутреннее давление в шине), бортовые кольца (служат для усиления борта шины в зоне диска) и другие компоненты, а на "длинных" линиях - протекторы и гермослои (компонент, заменяющий камеру). К примеру, на каждый протектор, который "замешивают" на протекторном станке из четырех различных резиновых смесей, наносятся специальные цветные полоски (помогают определить модель покрышки) и цифирные обозначения типоразмера шины.

Готовые протекторные ленты охлаждают, наматывают на катушки и отправляют в цех сборки шины.
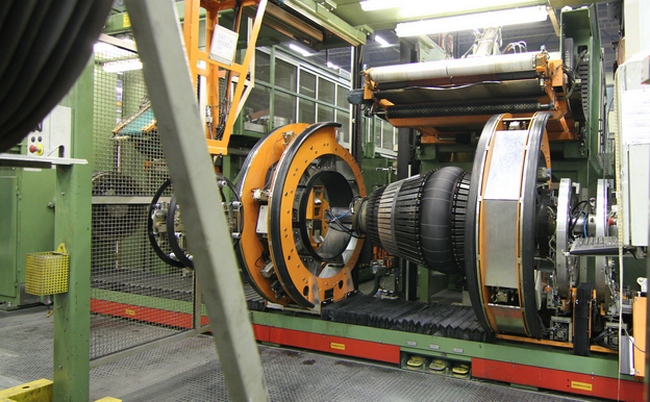
Сборка покрышки - процесс щепетильный
После изготовления всех необходимых компонентов их переправляют в следующий цех - цех сборки шин. Здесь рядами стоят сборочные машины голландской фирмы VMI-MAXX, на которых и совершается таинство превращения отдельных компонентов в заготовку покрышки - так называемую "зеленую шину".

Происходит это так: к сборочной машине с тыльной стороны подвозятся и заправляются все необходимые компоненты. Затем автоматика начинает последовательно, контролируя укладку слоев при помощи лазера, монтировать компоненты один на другой: с одной стороны на монтажный барабан подается стальной брейкер, потом - нейлоновый бандаж, за ним - протектор. С другой стороны подается гермослой, текстильный корд. В определенный момент обе части складываются, после этого внутреннюю поверхность сырой шины обрабатывают специальным химическим раствором, чтобы диафрагма вулканизирующего пресса не прилипла к внутренней поверхности шины (гермослою).
Эта заготовка хотя и напоминает по форме готовую шину, но ею еще не является - для полного превращения ей нужно пройти процесс вулканизации.
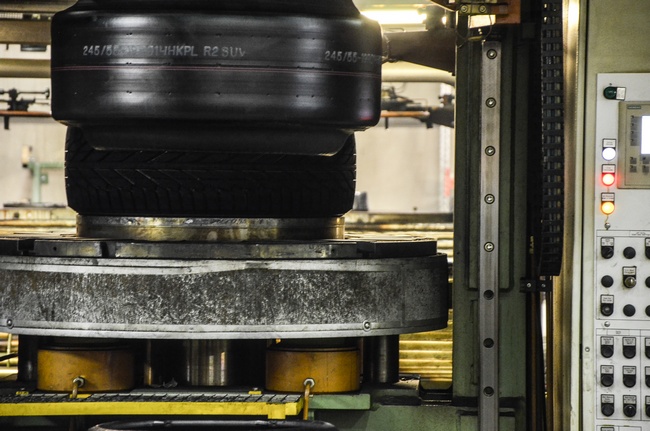
Шины с пылу с жару
В цехе вулканизации жарко, как в парилке. Неудивительно, ведь процесс вулканизации шин требует высокого давления (15 Бар) и температуры (около 200 ºС).
Перегретый пар наполняет диафрагму вулканизирующего пресса, которая прижимает заготовку покрышки к сегментам пресс-формы (они формируют рисунок протектора) и к боковинам пресс-формы (создают все маркирующие надписи на боковинах). После вулканизации шина приобретает все свои конечные характеристики (кроме шипов). На вулканизацию одной покрышки уходят, в зависимости от размера и модели шины, не более 10-13 минут.
Сегодня на заводе Nokian Tyres работают десять вулканизационных линий (на каждой из них - 16 вулканизирующих устройств), в этом году к ним добавятся еще две. За 12 часов, а именно столько длится здесь одна рабочая смена, с одной вулканизационной линии сходит порядка 1500 шин.

Зимние шины, в конструкции которых предусмотрена установка шипов, отправляют в еще один цех - ошиповки. Здесь также все автоматизировано: специальный прибор при помощи лазера определяет место, где должен быть вмонтирован шип, (в программе заложено расположение шипов для всех типоразмеров каждой модели), затем манипулятор подает шипы, и они устанавливаются в подготовленные гнезда. Шипы разрабатываются инженерами-разработчиками Nokian Tyres и производятся на партнерских фабриках в Финляндии.
Тройной контроль качества продукции
Готовые шины подвергаются самой тщательной проверке в три этапа. Первый - визуальный: специально обученный визуальный инспектор проверяет покрышку на наличие дефектов (всего их более ста). На каждой линии - два поста визуального контроля.

На наших глазах инспектор подхватывает еще пышущую жаром шину (ее проверяют в горячем состоянии, так как при охлаждении многие дефекты не видны), вращает ее на специальном столе в вертикальном положении, внимательно осматривает наружную и внутреннюю части шины на наличие пузырей, трещин, проверяет качество швов. Если шина "правильная", оператор ставит на нее личный штамп с указанием имени, фамилии и номера смены.

Второй этап - автоматическая проверка качества, которую проводит компьютер. Он выявляет возможные дефекты, которые не могут быть определены визуально. К ним относятся вес шины, диаметр, латеральные, радиальные силы и конусность.

Наконец, третий этап контроля - выборочный, когда уже на складе готовой продукции комиссия отбирает готовые к отправке в дилерские центры компании покрышки и еще раз проверяет все возможные дефекты. Только после этого шинам дается "зеленый свет". Отбракованные покрышки уничтожают, разрезая на мелкие части, на заводе, в специально отведенных помещениях.
Как утверждает Андрей Пантюхов, по качеству российские и финские шины не отличаются - ведь недаром продукция всеволожского завода поставляется не только в страны СНГ, но и в ту же Финляндию, страны Европы и Северной Америки. А испытания всех моделей шин проводятся на специальных полигонах в городах Ивало (зимний полигон) и Нокиа (летний полигон). Кстати, в Украину из Финляндии импортируется лишь малая часть, порядка 10%, шин, и то это покрышки специфической конструкции, например модели RunFlat для автомобилей BMW. Остальная доля шин этой марки импортируется из Всеволожска.
Человеческий фактор
Устроиться на завод Nokian Tyres во Всеволожске непросто: из ста претендентов на одно рабочее место тут берут одного человека. С ним подписывают контракт на несколько лет (от четырех до семи, в зависимости от специализации и квалификации), предоставляют медицинскую страховку, полный социальный пакет.

В 2009 году в десяти километрах от завода по проекту, разработанному финским архитектором Юккой Тикканеном, был построен рабочий поселок под названием Hakkapeliitta Village. Первая очередь из четырех пятиэтажных домов (167 квартир) уже заселена, сейчас полным ходом идет строительство второй очереди из трех семиэтажных домов. Hakkapeliitta Village находится на огороженной и благоустроенной территории, имеет собственную котельную, собственную трансформаторную подстанцию, систему безопасности и видеонаблюдения, продуманное уличное освещение, детскую и спортивную площадки, парковочные места для каждой квартиры. Весной 2013 года здесь начнет работу свой детский сад. Квартиры в этих домах сотрудники предприятия могут купить в ипотечный кредит (до 20 лет, с 5%-м первоначальным взносом и годовой ставкой 7.5% в рублях). Одно из главных условий приобретения жилья в этом поселке - покупатель должен проработать на предприятии не менее семи лет. Словом, помимо европейской организации труда здесь заботятся и об обеспечении условий жизни сотрудников завода.
Александр Котовский
Интересные статьи




Layboard.com - портал
вакансий во всем мире - Больше 100 000 вакансий за границей
- Прямые работодатели
- Социальная сеть
вакансий во всем мире - Больше 100 000 вакансий за границей
- Прямые работодатели
- Социальная сеть


Layboard.com - портал
вакансий во всем мире Больше 100 000 вакансий за границей
Прямые работодатели
Социальная сеть


вакансий во всем мире Больше 100 000 вакансий за границей
Прямые работодатели
Социальная сеть

